您好~歡迎光臨江蘇鈺礦金屬制品有限公司官網(wǎng)!
全國(guó)免費(fèi)熱線:
18912375886
18912375886
 咨詢熱線:
咨詢熱線:18912375886
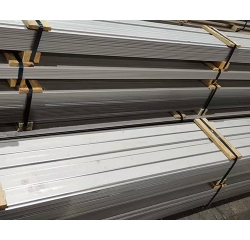
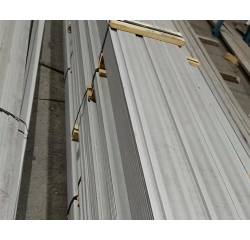
 | 雙相不銹鋼廠家 型材 質(zhì)優(yōu)價(jià)美產(chǎn)品分類:型材 瀏覽次數(shù):已有996位客戶關(guān)注 聯(lián)系電話:18912375886 |
|---|



Powered by 江蘇鈺礦金屬制品有限公司 All right reserved 備案號(hào):蘇ICP備16023231號(hào)-2 ![]() 蘇公網(wǎng)安備32020502001276
蘇公網(wǎng)安備32020502001276

微信二維碼

手機(jī)網(wǎng)站